Modification de l'entraînement d'un tour métallique
|
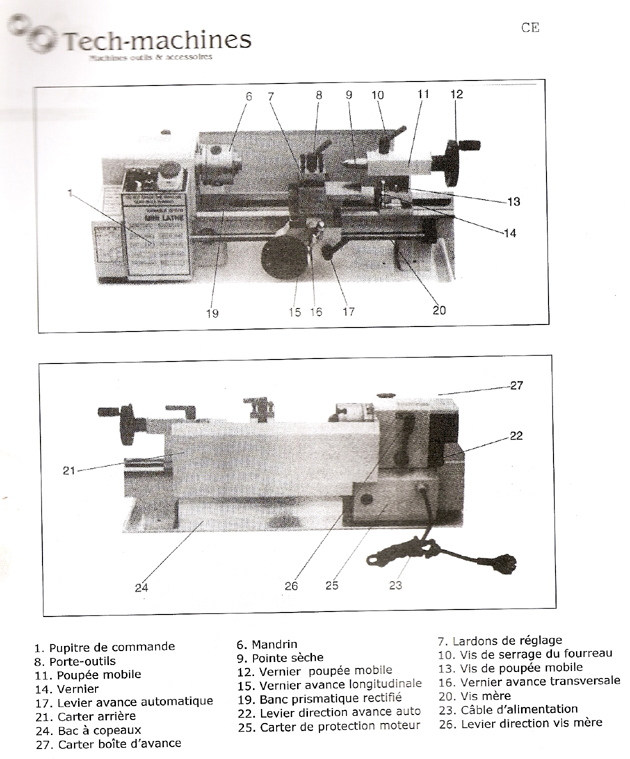
Modification tour d’établi à vitesse variable type LB 180/300. ( fin travaux janv 2013) Achat chez Tech-machines à Roncq (59) sur Internet.
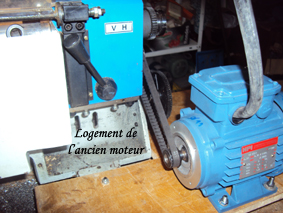
Problème rencontré : Usure prématuré des balais du moteur d’entraînement de 350 W (type moteur universel). Après un remplacement sous garanti le second moteur a lâché avec les bobinages en court-circuit. Il n’y a aucune plaque nominale ni de référence de constructeur du tour. Il est probable qu’il s’agit de surchauffe et d’étincelage dans un moteur mal conçu et sous dimensionné logé dans le châssis (Rep 25 sur photo catalogue). Fabrication en Chine ?
Etude solution : Remplacement par un moteur triphasé asynchrone (220V triangle) commandé par un variateur de fréquence et entraînant l’arbre du tour par une courroie crantée extérieure. Cette solution offre un meilleur couple et une grande souplesse. Procédure de modification : Achats : -
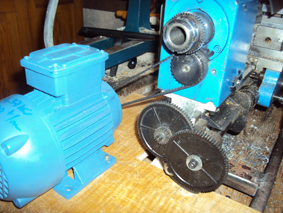
un moteur asynchrone d’occasion de 375 W triphasé (
230/400V), chez un particulier sur
www.leboncoin.fr à 30 Euros. Arbre diam.11mm, 2500t/mn. Sens de
rotation réglable par inversion de 2 fils dans le bornier. - Une courroie crantée XL (pas 5,08) et 2 poulies ( 15 dents sur moteur et 28 dents sur l’arbre du tour. Attention au diam. max car les autres engrenages sont à proximité) Coût environ 25 Euro livré. Achat chez AS Distribution (site www.fiamag.com. ) Il n’était pas possible de récupérer le système d’origine au cause du pas hors norme (4,8 au lieu de 5,08.
- Un variateur de fréquences de 2,2 kW (entrée 220V et sortie en tri 220 V) Achat sur E-bay en neuf chez Eling Export à 168 Euros rendu domicile. Type Huanyang Inverter réf HY02 D223B. La notice en anglais est très complète mais n’explique pas comment procéder au niveau des réglages des protocoles pour les commandes par l’extérieur : Marche, arrêt, variations vitesse par potentiomètre de 10 kOms. La capacité du variateur est surdimensionnée pour une éventuelle autre utilisation.
Montage et réglages : Il faut réaliser au préalable une étagère séparée du tour pour éloigner le variateur dont le ventilateur marche en permanence et va aspirer les copeaux. De plus il est préférable que l'appareillage électrique ne soit pas soumis aux vibrations du tour.
- perçage des alésages des poulies crantées : Ces pièces ne sont pas livrées avec alésages à la cote voulue. Il faut donc contre percer. Même avec beaucoup de soin la poulie tourne comme une patate car le foret reste difficilement dans l’axe en perçant (les poulies sont en acier ou en alu suivant stock). L’idéal est d’utiliser un tour ….. mais il est démonté !!!. Il faudra un autre jeux de poulies qu’on alésera au tour pas la suite. D’où commander 2 jeux tout de suite car l’entraînement par courroie plate supporte mal des décentrages sur axes (vibrations importantes). - Fabrication d’une platine support de moteur en alu : L’Alu est facile à percer après présentation du moteur en position courroie montée. En utilisant de l’épaisseur 5 mm on peut tarauder les trous de fixations ce qui évite par la suite le besoin d’accès sous la platine pour le serrage. - Réalisation d’un montage de tension de la courroie : Il est difficile de régler correctement la tension avant serrage des boulons sans ce dispositif facile à réaliser.
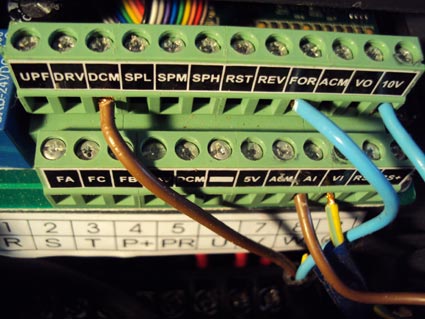
- Configuration des fonctions du variateur de fréquences : En cherchant sur les forums j’ai fini par trouver des idées sur la programmation pour les centres d’usinages mais trop complexes pour moi qui ne souhaitais que quelques fonctions de base : Interrupteur M/A placé près du tour (éloigner le variateur qui est ventilé et risque d’aspirer les copeaux métalliques) et variation de la rotation par potentiomètre extérieur ( il n’y a plus de bouton sur la variateur). Méthode m’ayant permis de réaliser les fonctions :
Séquences de réglage: NOTA: Pour le grands chiffres appuyer sur le bouton avec "2 chevrons". Comme pour le réglage des montres les chiffres clignotent l'un après l'autre. Entrer les valeurs avec les flèches "+/-"
Programmation pour commande extérieure: NOTA: La notice d'origine indique l'inverse des fonctions de PDO72 et 73 ???
- Et ça marche !!!! Même sans spécialisation et un minimum de conseils on finit toujours par réussir. Pour le branchement des fils du moteur (câblage 230 V triangle obligatoire) et l'alimentation en 230V c'est assez simple ( schéma sur notice) A signaler que le variateur lance progressivement le moteur jusqu'au régime souhaité ce qui évite la projection de la clé de mandrin oubliée ou obstacles divers.
Mise à jour 26 Janv 2013 / RR |
||||||
 )
)